Tecnologia di tranciatura e formatura
Dalla tranciatura alla formatura fino al gruppo rivestito
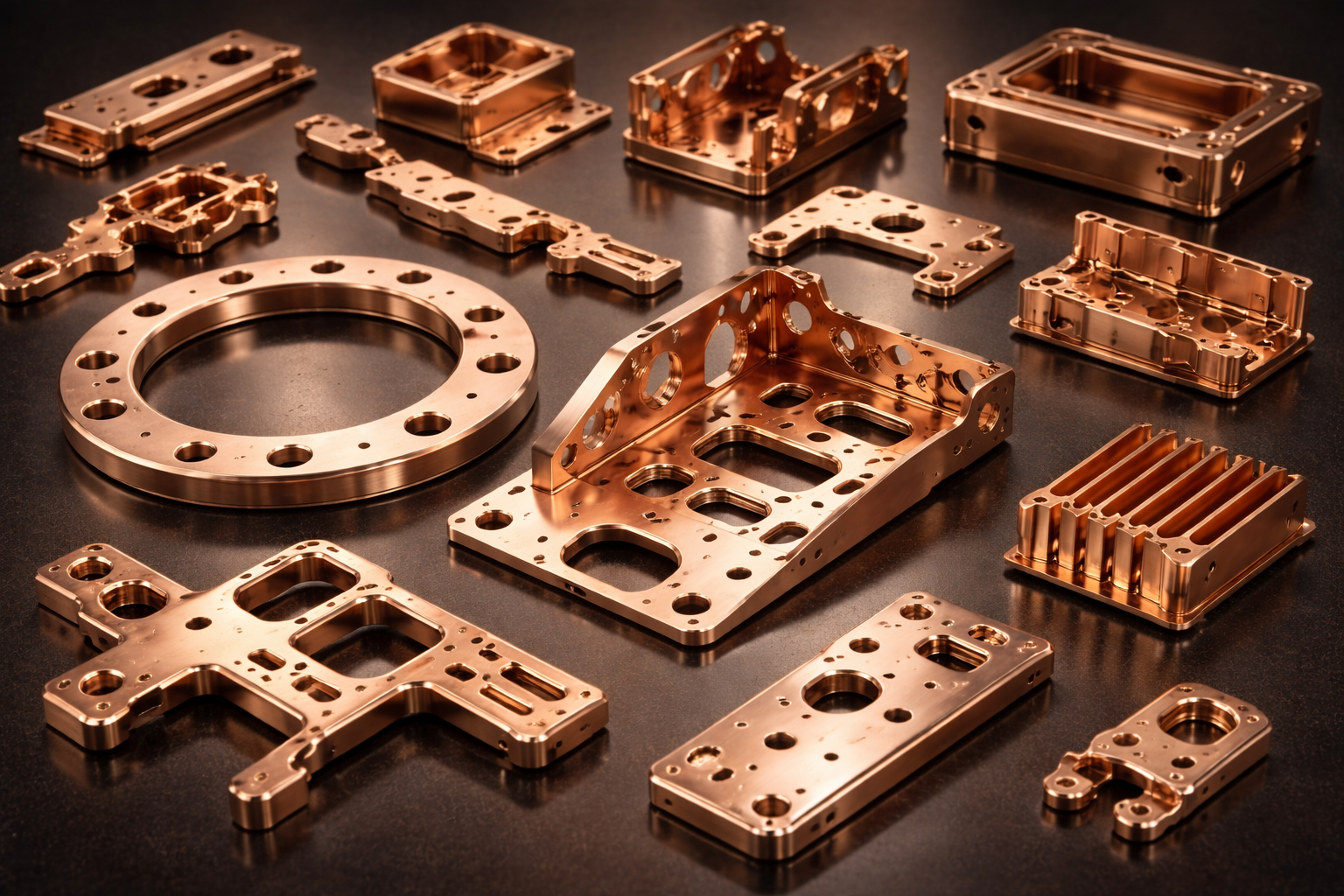
Il rame pone esigenze particolari al processo di tranciatura: il materiale, morbido e tenace, tende a formare bave e richiede stampi affilati e regolati con precisione. Sulle nostre presse eccentriche con una forza di pressatura da 500 a 5000 kN (da 50 a 500 tonnellate) affrontiamo questa sfida con la consueta competenza, per bordi di taglio puliti e resistenze di contatto minime.
Per i componenti elettricamente conduttivi la qualità del bordo di taglio conta doppio: bordi a bassa bava riducono la resistenza di transizione e aumentano la durata utile della superficie di contatto. Al contempo, la tranciatura di precisione riduce l'impegno di rilavorazione; con quantità annue sufficientemente elevate, la tranciatura risulta chiaramente più vantaggiosa rispetto alla fresatura CNC, poiché la produzione CNC di singoli pezzi è lenta e costosa, mentre uno stampo a passo progressivo esegue più lavorazioni contemporaneamente a ogni colpo.
La scelta del materiale giusto determina conducibilità, lavorabilità e processi successivi
Il rame elettrolitico (Cu-ETP) possiede una delle conducibilità elettriche più elevate tra tutti i metalli tecnici ed è il materiale standard per barre di distribuzione, barre collettrici e contatti ad alte prestazioni. Per gruppi saldati o brasati a forte consigliamo invece il Cu-OF o il Cu-DHP, poiché l'ossigeno residuo presente nel Cu-ETP può risultare problematico in questi procedimenti.
Il Cu-OF è la scelta per applicazioni sotto vuoto e costruzioni saldate. La conducibilità elettrica è praticamente al livello del Cu-ETP, ma senza il rischio di infragilimento da idrogeno durante la saldatura o la brasatura a forte.
Il Cu-DHP contiene fosforo per la disossidazione, ideale per gruppi in rame brasati o saldati. Per le sole funzioni di conduzione della corrente, tuttavia, il Cu-ETP e il Cu-OF offrono valori di conducibilità migliori.
L'ottone (CuZn37, CuZn39Pb3) combina resistenza, truciolabilità e formabilità, tipico per contatti a molla, connettori e cuscinetti a strisciamento. Il CuZn39Pb3, grazie al contenuto di piombo, è particolarmente truciolabile, ideale per combinazioni di tranciatura e tornitura con filettature.
Non sapete quale lega sia adatta alla vostra applicazione? Inviateci il vostro disegno con la descrizione dei requisiti: vi proporremo il materiale più adatto dal punto di vista tecnico ed economico.
La tranciatura del rame non è una vostra competenza chiave? Ci occupiamo di trasferimenti completi con diverse centinaia di stampi. Dalla presa in carico degli stampi fino a un avvio di serie stabile, gestiamo l'intero processo.
Il rame si presta in modo eccellente alla formatura. Piegatura, stampaggio e imbutitura fanno parte del nostro repertorio standard, anche per geometrie di contatto complesse e contatti a molla.
Tramite la nostra rete di partner organizziamo stagnatura, argentatura e nichelatura. Il rivestimento giusto migliora la saldabilità, la resistenza di contatto o la protezione dalla corrosione.
Non forniamo solo singoli pezzi: su richiesta montiamo gruppi con contatti in rame integrati, pronti al montaggio per la vostra produzione.
Dove sono impiegati i tranciati in rame di Evotec
Barre di distribuzione, barre collettrici, morsetti di collegamento, contatti per quadri elettrici e distributori di potenza. Nella mobilità elettrica forniamo componenti in rame tranciati per il collegamento dei moduli batteria, connettori HV e infrastrutture di ricarica, ovunque sia necessario trasmettere correnti elevate con perdite di resistenza ridotte.
Lamelle di commutatore, collettori, portaspazzole e componenti di collegamento per motori elettrici e generatori. La combinazione di conducibilità, stabilità dimensionale e resistenza meccanica rende i tranciati in rame il materiale standard nella tecnologia degli azionamenti.
Il rame è di casa in scambiatori di calore, evaporatori e sistemi di tubazioni. Forniamo componenti in rame tranciati per lamelle di scambiatori di calore, distributori, dissipatori ed elementi di tenuta, dove conducibilità termica e resistenza alla corrosione sono richieste contemporaneamente.
Componenti di messa a terra, contatti striscianti, barre di distribuzione per quadri elettrici e schermature EMC. I nostri tranciati in rame e ottone trovano impiego in macchine utensili, automazione e impianti di processo, spesso come parte di gruppi pronti al montaggio.
Il nostro iter per la vostra produzione di tranciati in rame
Inviateci il vostro disegno (PDF, DXF, STEP) o un campione via e-mail. Verifichiamo la fattibilità, offriamo consulenza sulla lega di rame più adatta e prepariamo un'offerta dettagliata, di norma a breve.
Per la progettazione degli stampi collaboriamo con partner specializzati di lunga data. Sono possibili stampi a passo progressivo fino a 3.000 kg. Prima dell'avvio della serie produciamo campioni iniziali, che voi approvate. Su richiesta redigiamo un rapporto di collaudo dei campioni iniziali secondo lo standard VDA.
La produzione in serie avviene secondo piani di controllo documentati con controlli in corso di produzione. Tramite la nostra rete di partner organizziamo le successive stagnatura, argentatura o nichelatura, integrate direttamente nel nostro flusso produttivo. Su richiesta immagazziniamo i vostri stampi e manteniamo scorte di sicurezza.
Inviateci le vostre esigenze: saremo lieti di consigliarvi sui vostri tranciati in rame.