Stanz- und Umformtechnik
Vom Stanzen über das Umformen bis zur beschichteten Baugruppe
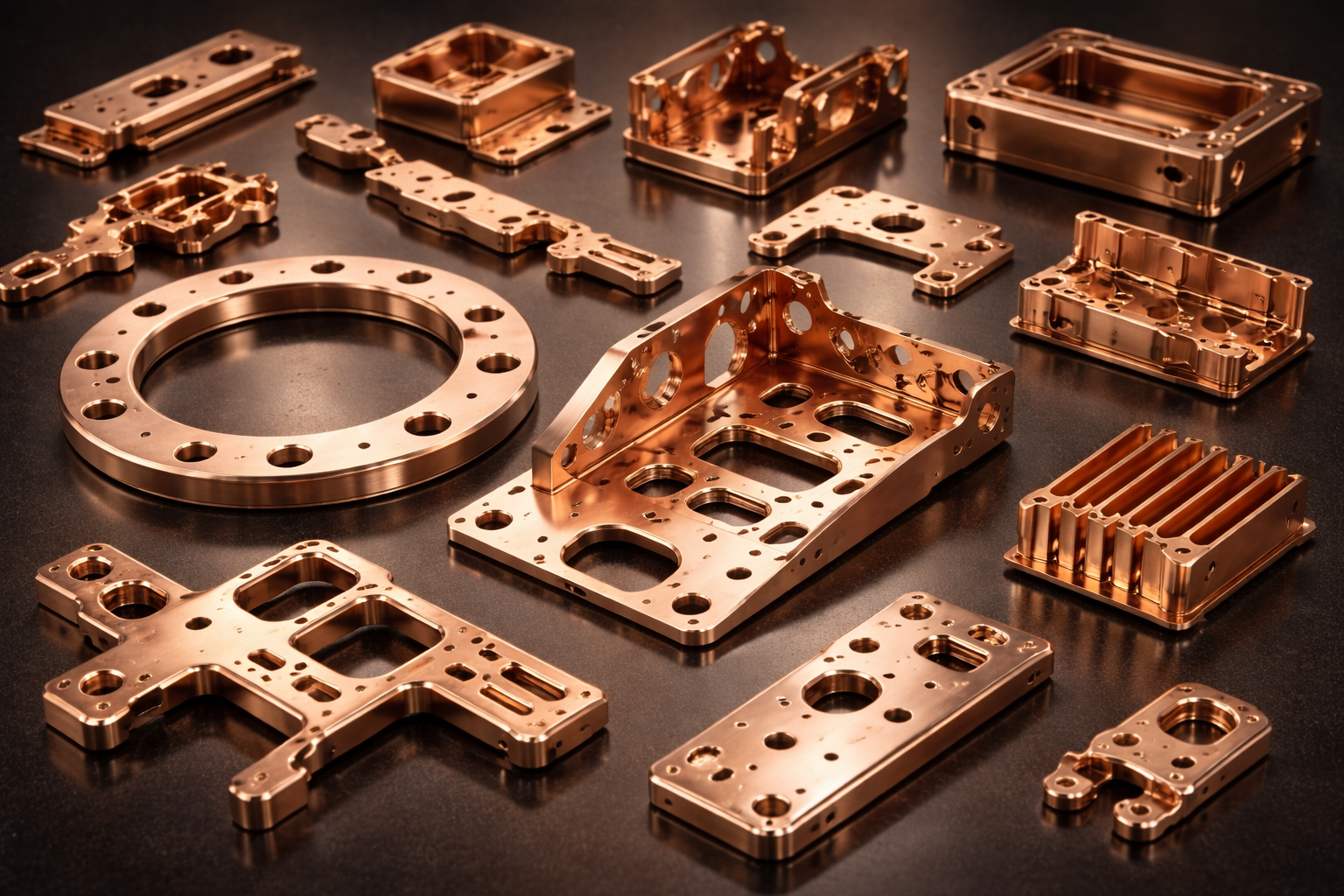
Kupfer stellt besondere Anforderungen an den Stanzprozess: Das weiche, zähe Material neigt zur Gratbildung und erfordert scharfe, präzise justierte Werkzeuge. Auf unseren Exzenterpressen mit 500 bis 5000 kN (50 bis 500 Tonnen) Presskraft meistern wir diese Herausforderung routiniert – für saubere Schnittkanten und minimale Kontaktwiderstände.
Für elektrisch leitende Bauteile zählt die Schnittkantenqualität doppelt: gratarme Kanten senken den Übergangswiderstand und erhöhen die Standzeit der Kontaktfläche. Gleichzeitig reduziert präzises Stanzen den Aufwand für Nachbearbeitung – bei ausreichend hohen Jahresstückzahlen ist Stanzen gegenüber CNC-Fräsen wirtschaftlich klar überlegen, weil CNC-Einzelfertigung langsam und teuer ist, während ein Folgeverbundwerkzeug pro Takt mehrere Bearbeitungen gleichzeitig ausführt.
Die Auswahl des richtigen Werkstoffs entscheidet über Leitfähigkeit, Bearbeitbarkeit und Folgeprozesse
E-Kupfer (Cu-ETP) besitzt eine der höchsten elektrischen Leitfähigkeiten aller technischen Metalle und ist das Standardmaterial für Stromschienen, Sammelschienen und Hochleistungs-Kontakte. Für geschweißte oder hartgelötete Baugruppen empfehlen wir stattdessen Cu-OF oder Cu-DHP, da der Restsauerstoff in Cu-ETP bei diesen Verfahren problematisch sein kann.
Cu-OF ist die Wahl für Vakuumanwendungen und Schweißkonstruktionen. Die elektrische Leitfähigkeit liegt praktisch auf Cu-ETP-Niveau, jedoch ohne die Gefahr der Wasserstoffversprödung beim Schweißen oder Hartlöten.
Cu-DHP enthält Phosphor zur Desoxidation – ideal für gelötete oder geschweißte Kupfer-Baugruppen. Bei reinen Stromführungsaufgaben haben Cu-ETP und Cu-OF jedoch die besseren Leitwerte.
Messing (CuZn37, CuZn39Pb3) kombiniert Festigkeit, Zerspanbarkeit und Umformbarkeit – typisch für Federkontakte, Stecker und Gleitlager. CuZn39Pb3 ist durch den Bleianteil besonders zerspanbar, ideal für Stanz-Dreh-Kombinationen mit Gewinden.
Sie wissen nicht, welche Legierung für Ihre Anwendung passt? Schicken Sie uns Ihre Zeichnung mit Anforderungsbeschreibung – wir schlagen den technisch und wirtschaftlich passenden Werkstoff vor.
Kupfer-Stanzen ist nicht Ihre Kernkompetenz? Wir übernehmen komplette Verlagerungen mit mehreren 100 Werkzeugen. Von der Werkzeugübernahme bis zum stabilen Serienanlauf steuern wir den Prozess.
Kupfer lässt sich hervorragend umformen. Biegen, Prägen und Tiefziehen gehören zu unserem Standard-Repertoire – auch für komplexe Kontaktgeometrien und Federkontakte.
Über unser Partnernetzwerk organisieren wir Verzinnung, Versilberung und Vernickelung. Die richtige Beschichtung verbessert Lötbarkeit, Kontaktwiderstand oder Korrosionsschutz.
Wir liefern nicht nur Einzelteile: Auf Wunsch montieren wir mit integrierten Kupfer-Kontakten – einbaufertig für Ihre Produktion.
Wo Kupfer-Stanzteile von Evotec im Einsatz sind
Stromschienen, Sammelschienen, Anschlussklemmen, Kontakte für Schaltanlagen und Leistungsverteiler. In der Elektromobilität liefern wir gestanzte Kupferteile für Batteriemodul-Verschaltung, HV-Stecker und Ladeinfrastruktur – überall dort, wo hohe Ströme bei geringen Widerstandsverlusten übertragen werden müssen.
Kommutator-Lamellen, Kollektoren, Bürstenhalter und Verschaltungsteile für Elektromotoren und Generatoren. Die Kombination aus Leitfähigkeit, Formstabilität und mechanischer Belastbarkeit macht Kupferstanzteile zum Standardwerkstoff der Antriebstechnik.
Kupfer ist in Wärmetauschern, Verdampfern und Rohrleitungssystemen zu Hause. Wir liefern gestanzte Kupferteile für Wärmetauscher-Lamellen, Verteiler, Kühlkörper und Dichtungselemente – dort, wo Wärmeleitfähigkeit und Korrosionsbeständigkeit gleichzeitig gefragt sind.
Erdungsbauteile, Schleifkontakte, Schaltschrank-Stromschienen und EMV-Abschirmungen. Unsere Stanzteile aus Kupfer und Messing kommen in Werkzeugmaschinen, Automatisierungstechnik und Prozessanlagen zum Einsatz – oft als Teil einbaufertiger .
Unser Ablauf für Ihre Kupfer-Stanzfertigung
Sie senden uns Ihre Zeichnung (PDF, DXF, STEP) oder ein Muster per E-Mail. Wir prüfen die Machbarkeit, beraten zur passenden Kupfer-Legierung und erstellen ein detailliertes Angebot – in der Regel zeitnah.
Für die Werkzeugkonstruktion arbeiten wir mit langjährigen, spezialisierten Partnern zusammen. Folgeverbundwerkzeuge bis 3.000 kg sind möglich. Vor dem Serienstart fertigen wir Erstmuster, die Sie freigeben. Auf Wunsch erstellen wir einen Erstmusterprüfbericht nach VDA-Standard.
Die Serienfertigung erfolgt nach dokumentierten Prüfplänen mit fertigungsbegleitenden Kontrollen. Über unser Partnernetzwerk organisieren wir nachgelagerte Verzinnung, Versilberung oder Vernickelung – direkt in unseren Fertigungsablauf integriert. Bei Bedarf lagern wir Ihre Werkzeuge ein und halten Sicherheitsbestände vor.
Senden Sie uns Ihre Anforderungen – wir beraten Sie gerne zu Ihren Kupfer-Stanzteilen.